製造業におけるRFIDの活用方法と導入事例
製造部品を取り扱う工場などでは、材料・部品・商品などの検品作業に手間がかかることもしばしば。こういった課題をRFIDで解決した事例について、以下にまとめてみました。ぜひ、参考にしてみてください。
当メディアではコスト削減やRFIDの安定生産を目的としたRFIDのリプレイスを考えている企業、これからRFIDを導入したい企業に向けて、RFID導入を支援するメーカーを紹介していますので、参考にしてください。
製造業におけるRFID導入のポイント
製造業でRFIDを導入する際は、タグやリーダーを用意するだけでは十分ではありません。現場で何を管理したいのか、どの工程で読み取るのか、既存システムとどのように連携させるのかまで設計する必要があります。ここでは、製造業でRFID導入を成功させるために押さえておきたいポイントを解説します。
導入目的を一つに絞る
RFIDは、在庫管理、工程管理、出荷検品、工具・治具管理、トレーサビリティなど幅広い用途で活用できます。しかし、最初から多くの業務に導入しようとすると、読み取り条件や運用ルール、システム連携が複雑になり、効果を判断しにくくなります。
そのため、導入初期は「棚卸時間を短縮したい」「仕掛品の所在を見える化したい」「誤出荷を防ぎたい」など、解決したい課題を一つに絞ることが重要です。目的が明確であれば、必要なタグの種類や読み取り方法、検証すべきKPIも決めやすくなります。
現場環境に合うタグ・リーダーを選定する
製造現場では、金属部品、液体、粉じん、油、熱、振動などがRFIDの読み取りに影響する場合があります。特に金属面に通常のRFIDタグを貼ると、電波の反射や吸収によって読み取り距離が短くなったり、読み取りが不安定になったりすることがあります。
そのため、タグを選ぶ際は価格だけで判断せず、貼付対象や使用環境に合っているかを確認する必要があります。金属部品には金属対応タグ、屋外や高温環境では耐候性・耐熱性のあるタグを選ぶなど、実際の現場条件で安定して読み取れる組み合わせを選定することが大切です。リーダーについても、ハンディ型で作業者が読み取るのか、固定型で工程通過時に自動で読み取るのかを業務に合わせて検討します。
PoCで読み取り精度と運用性を検証する
RFIDはカタログ上の読み取り距離や性能だけで判断せず、実際の現場でPoCを行うことが欠かせません。同じタグやリーダーでも、タグの向き、貼付位置、読み取り距離、搬送速度、周囲の金属物の有無によって読み取り精度が変わります。
PoCでは、読み取り率だけでなく、読み逃しや誤読が発生しないか、作業者が無理なく運用できるかも確認します。たとえば、隣の棚や別ラインのタグまで読んでしまうと、工程実績や在庫情報が誤って登録される可能性があります。そのため、「読めるか」だけでなく「正しく読めるか」まで検証することが重要です。
既存システムとの連携を設計する
RFIDで取得した情報は、読み取るだけでは十分に活用できません。タグIDを品目、ロット、工程、在庫場所、出荷情報などとひも付け、MES、ERP、WMS、生産管理システムなどと連携させることで、現場データを業務改善に活かせるようになります。
たとえば、仕掛品にRFIDタグを付けても、工程情報と連携していなければ「どこにあるか」は分かっても、「どの工程まで進んでいるか」は把握しにくくなります。RFID導入時は、タグIDと業務データをどの粒度でひも付けるかを事前に設計することが必要です。個体単位で管理するのか、ロット単位で管理するのか、容器単位で管理するのかによって、データ設計や運用負荷も変わります。
費用対効果を確認して段階的に導入する
RFID導入には、タグ、リーダー、アンテナ、プリンタ、ミドルウェア、システム連携、設置工事、運用教育などの費用がかかります。特に使い捨てタグを大量に使用する場合は、タグ単価が継続的なコストになります。
そのため、導入前には棚卸時間の短縮、探索時間の削減、誤出荷の防止、在庫差異の削減、トレーサビリティ強化など、どの効果で投資を回収するのかを確認しておく必要があります。最初は一部の工程や倉庫、特定の品目に限定して導入し、効果を数値で確認したうえで、成果が見えた範囲から段階的に横展開することが現実的です。
製造業におけるRFID活用シーン
製造業では、原材料の入荷から、部品の保管、製造工程、完成品の出荷まで、多くのモノが工場内を移動します。RFIDを活用すれば、部品や製品に取り付けたタグを非接触で読み取り、在庫数や保管場所、工程の進捗、出荷状況などを把握しやすくなります。ここでは、製造業でRFIDが活用される具体的なシーンを紹介します。
入荷した部品や資材の受け入れ確認
部品や資材が工場に入荷した際、従来は納品書や現品票を確認しながら、品番や数量を目視で照合する必要がありました。RFIDを活用すれば、部品箱やパレット、現品票に付けたタグをリーダーで読み取り、入荷予定データと照合できます。
たとえば、複数の部品箱がまとめて届く現場では、箱を一つずつ開けたり、バーコードを個別に読み取ったりする手間を減らせます。入荷時点で品番や数量のズレを確認しやすくなるため、受け入れ検品の時間短縮と入荷ミスの早期発見につながります。
部品棚や資材置き場の在庫管理
製造現場では、ねじ、電子部品、樹脂部品、金属部品、包装資材など、多くの部品や資材を管理します。保管場所が複数ある場合や、似たような部品が多い場合、どこに何があるのか分からなくなり、探索時間や欠品リスクが増えます。
RFIDタグを部品箱や棚、通い箱などに取り付けておけば、棚卸や在庫確認の際にまとめて読み取ることができます。特に、部品点数が多い工場では、在庫の所在と数量を短時間で確認できることが大きなメリットです。
仕掛品がどの工程にあるかを見える化する
製造工程では、加工待ち、検査待ち、組立中、塗装待ちなど、仕掛品がさまざまな状態で工程間を移動します。仕掛品の所在が分からないと、作業者が探し回る時間が発生したり、特定工程で滞留していても気づきにくくなります。
仕掛品そのもの、または仕掛品を載せるパレットや専用容器にRFIDタグを付け、工程の入口や出口で読み取れば、どの製品がどの工程を通過したかを記録できます。これにより、仕掛品の所在・滞留・進捗をリアルタイムに把握しやすくなることが期待できます。
製造ラインで作業実績を自動記録する
製造現場では、作業完了時に作業者が帳票や端末へ実績を入力しているケースがあります。しかし、手入力では入力漏れや入力遅れ、記録ミスが起こる可能性があります。
RFIDを工程通過記録に活用すれば、製品や容器が特定の読み取りポイントを通過したタイミングで、作業実績や工程通過情報を自動的に記録できます。これにより、手入力の負担を減らしながら、工程実績の記録精度を高めやすくなることがメリットです。
工具・治具・金型の所在を管理する
製造業では、工具、治具、金型、測定器などを複数の作業者やラインで共有することがあります。必要な治具が見つからない、金型の保管場所が分からない、測定器の持ち出し状況が把握できないといった問題は、作業遅延や品質トラブルにつながります。
工具や治具にRFIDタグを取り付け、保管棚や持ち出し口で読み取ることで、誰が、いつ、どこへ持ち出したのかを管理しやすくなります。高価な金型や測定器では、紛失防止や探索時間の削減、校正管理の徹底にも活用できます。
通い箱・パレット・台車の所在を管理する
製造現場では、部品や仕掛品を運ぶために通い箱、パレット、台車、ラックなどを使用します。これらの搬送容器は工場内や取引先との間を移動するため、数が合わない、どこにあるか分からない、返却されていないといった問題が起こることがあります。
搬送容器にRFIDタグを付けておけば、出荷口、入荷口、保管エリアなどで読み取り、所在や移動履歴を管理できます。容器単位で管理することで、中身の部品や仕掛品と搬送容器をひも付けて追跡しやすくなることもメリットです。
完成品の出荷検品を効率化する
完成品を出荷する際は、品番、数量、出荷先、ロットなどを正確に確認する必要があります。目視やバーコードで確認する場合、製品数が多いと検品に時間がかかり、読み取り漏れや確認ミスが発生する可能性があります。
完成品や梱包箱、パレットにRFIDタグを付けておけば、出荷前にまとめて読み取り、出荷指示データと照合できます。これにより、出荷検品の効率化と誤出荷の防止に役立ちます。
製品や部品のトレーサビリティを強化する
製造業では、不具合が発生した際に、どのロットの部品を使い、どの工程を通過し、どの製品として出荷されたのかを追跡できることが重要です。RFIDを活用すれば、部品、仕掛品、完成品の移動履歴や工程通過履歴を記録しやすくなります。
たとえば、部品ロットと完成品をひも付けておけば、不良が見つかった際に影響範囲を絞り込みやすくなります。RFIDは、品質問題が発生したときの原因調査や対象製品の特定をスムーズにする手段としても活用できます。
棚卸作業を短時間で行う
棚卸では、保管棚や倉庫にある部品・資材・完成品を確認し、システム上の在庫数と照合します。従来の棚卸では、目視確認やバーコード読み取りが中心となり、作業に時間がかかりやすい傾向があります。
RFIDを活用すれば、棚や箱、パレットに付けたタグをまとめて読み取れるため、棚卸作業を効率化できます。特に在庫点数が多い現場では、棚卸時間の短縮と人的ミスの削減につながります。
製造業におけるRFID導入事例
AGVをRFIDシステムで自動化、
作業精度をアップ
 引用元:マーストーケンソリューション公式HP
引用元:マーストーケンソリューション公式HP
https://www.mars-tohken.co.jp/case/rfid-agv-management/
導入前の課題
導入対象となる工場では、AGVコース設定・部品内容の確認を作業者が行っていましたが、コースの選定ミス・部品供給ミスがたびたび起こっており、その対策のための二重確認を必要としていました。
また、AGVが搬送している部品の内容・数量を把握できないため、作業員がわざわざ確認する必要があり、不使用部品を在庫へ戻す手間がかかっていたことも課題のひとつです。
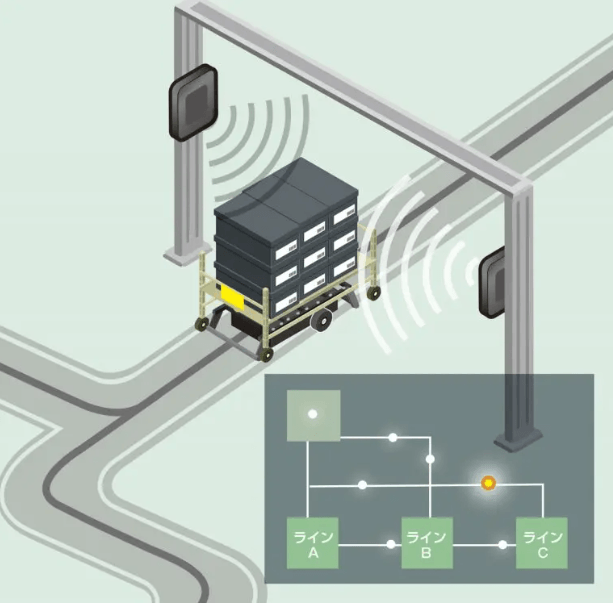
RFIDの導入内容
これらの課題を解決するため、UHF帯RFIDを用いてAGVをオートメーション化。台車に取り付けられたICタグを読み取ってAGVに進行コースを指示、エリア間に設置したゲートアンテナでICタグを読み取り、実績を記録できるようにしました。データについては、管理PCでいつでも閲覧することが可能です。
また、RFIDを使用したカンバンによって、AGVが搬送する部品や工程ラインに応じた進行ルートを自動選択できる仕組みを構築。さらに、リターナブル容器にRFIDタグを取り付けて上位システムと連携し、部品内容・数量と搬送情報を紐づけて管理できるようにしました。
導入の効果
RFIDを用いた看板によってAGVに進行ルートを自動選択させ、工程ラインごとへのフレキシブルな自動搬送を実現。指示の精度向上によるヒューマンエラー防止のほか、作業者にかかる業務負担の軽減にもつながっています。
さらに、リターナブル容器にRFIDタグを取り付けて上位システムと連携。これまで把握できなかった部品内容・数量を紐づけすることにより、管理の利便性を高めました。
固定資産の棚卸作業の工数を
大幅軽減
 引用元:マーストーケンソリューション公式HP
引用元:マーストーケンソリューション公式HP
https://www.mars-tohken.co.jp/case/rfid-fixed-assets-management/
導入前の課題
某製造業では、固定資産にバーコードを貼り、ハンディターミナルを使って1つ1つ読み込んで棚卸を行っていました。
しかし、管理点数が多いことで作業人数・時間を取られてしまう、見えにくい場所にあるバーコードを棚などから取り出す必要があるなどの問題から、作業の効率化が望まれていました。
また、手書き管理の棚卸エリアの場合、あとで帳票への転記が必要となり、手間とヒューマンエラーのリスクが懸念されています。
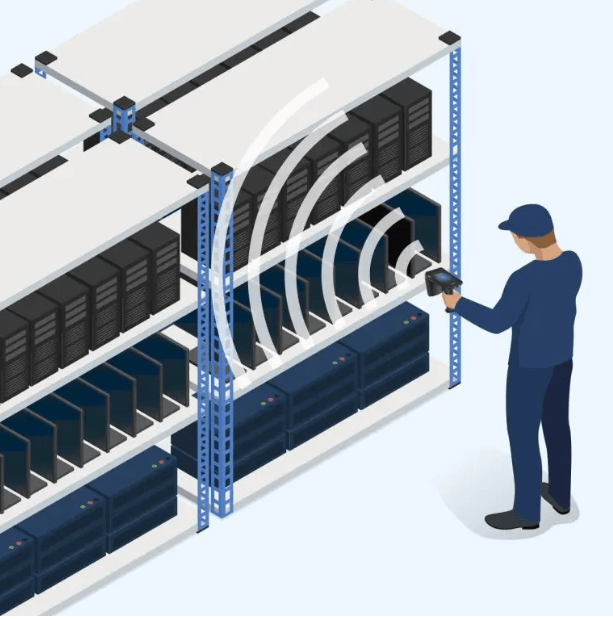
RFIDの導入内容
これらの課題を解決するため、某製造業では各固定資産に合わせて適切なUHF帯RFIDタグを貼付。対象物に応じて、最適なタグや取付方法を選択しました。
また、上位システムから棚卸の元ファイルをUHFハンディリーダに取り込み、棚卸を実施する仕組みを構築。既存システムの棚卸データを活かしながら、CSVファイルの送受信によって導入しやすいRFID棚卸システムを採用しています。
導入の効果
RFIDタグは、見えにくい場所・手が届きにくい場所にあっても一括で読み取りができるため、棚卸作業時間の短縮が実現。従来のように、棚から取り出す・見えやすい位置に動かすといった手間もなくなりました。これにより、肉体的・時間的な作業員の負担を大幅に軽減することができたのです。
水素タンク素材の入出庫・品質管理を
RFIDで効率化
 参照元:TOPPAN株式会社公式サイト
参照元:TOPPAN株式会社公式サイト
(https://rfid.toppan-edge.co.jp/example/detail12.html )
導入前の課題
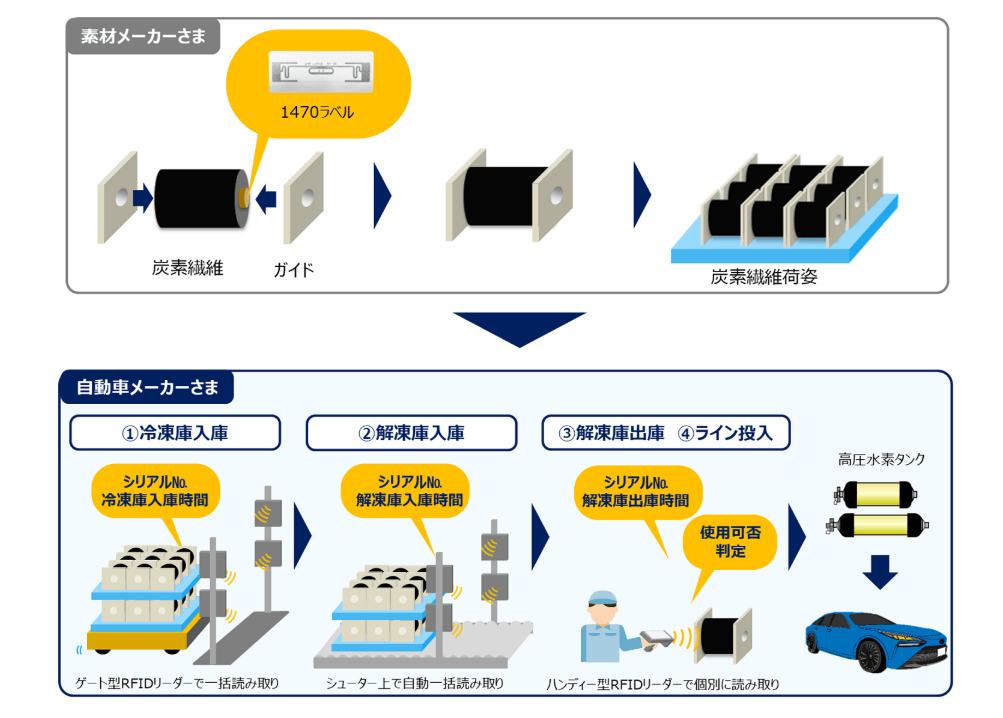
某自動車メーカーでは、燃料電池自動車(FCV)の高圧水素タンクに使用する炭素繊維について、使用期限を過ぎた個体を誤って製造ラインに投入しないよう、各保管場所での入出庫時間を1本ずつ厳密に管理する必要がありました。
しかし、従来は炭素繊維を巻いた紙管の内側に貼付されたQRコードを読み取って管理していたため、梱包箱の解体や、紙管を支えるガイドの脱着が必要となり、現場作業の大きな負担になっていました。また、多数の対象を1点ずつ確認する必要があることから、作業効率の改善が求められていました。
RFIDの導入内容
これらの課題を解決するため、某自動車メーカーではRFIDを活用した入出庫・品質管理の仕組みを導入。炭素繊維が複数本入った納入荷姿のまま、梱包箱を解体することなく一括で読み取れる運用を目指しました。
導入にあたっては、炭素繊維の近傍でも電波の減衰が少ない専用のRFIDタグを開発。RFIDタグのアンテナを複数パターン設計し、現地検証を繰り返すことで、納入荷姿の状態でも安定した一括読み取りを実現しました。さらに、RFIDタグの貼付位置や運用方法についても検証を行い、本格導入につなげています。
導入の効果
RFIDの導入により、梱包箱を解体せずに炭素繊維の情報を一括で読み取れるようになり、読み取り時にガイドの脱着も不要となりました。これにより、入出庫作業にかかるトータル工数を80%削減。対象物を探す際も、荷姿を崩すことなく特定できるようになっています。
また、確認作業の時間短縮に加え、炭素繊維に直接触れずに運用できるようになったことで、保管品質と作業安全性の向上にもつながりました。現場の負担を軽減しながら、より正確で効率的な管理体制を実現しています。
RFID対応電子ペーパーで
製造実績管理をペーパーレス化
 参照元:TOPPAN株式会社公式サイト
参照元:TOPPAN株式会社公式サイト
(https://rfid.toppan-edge.co.jp/example/detail14.html )
導入前の課題
半導体メーカーA社では、半導体材料の製造工程管理に紙の製造指示書を使用していました。製造現場がクリーンルームであるため、製造指示書には無じん紙を使用しており、通常の紙よりもコストがかかっていました。
また、担当者は製造指示書の内容を確認し、必要事項を手書きで記入したうえで、作業終了後に管理用PCへ登録する運用を行っていました。しかし、記入漏れや記入ミス、管理用PCへの登録作業の手間が発生しており、人手不足が進む中で既存運用の見直しが求められていました。
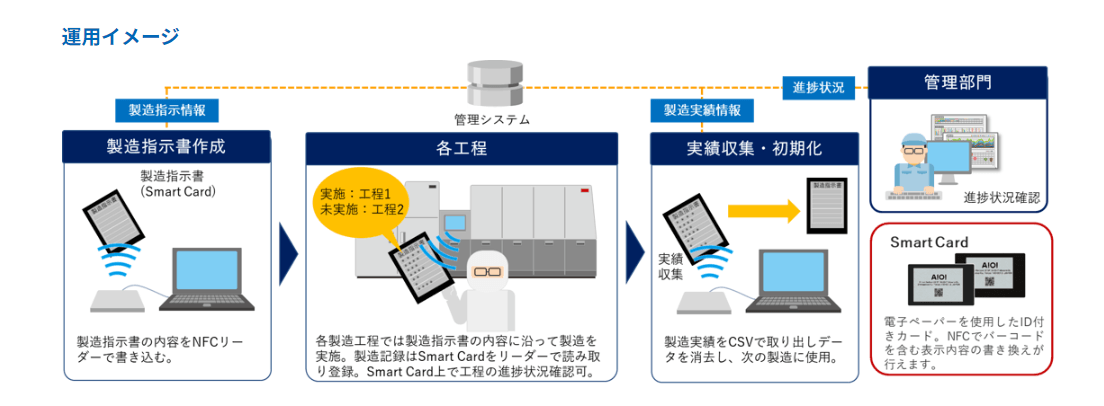
RFIDの導入内容
これらの課題を解決するため、半導体メーカーA社では、紙の製造指示書の代わりに表示機能付きRFIDである「Smart Card」を導入しました。「Smart Card」は電子ペーパーとRFIDが一体化した製品で、製造指示書の内容を表示できるだけでなく、各工程の製造実績も登録できる仕組みです。
また、10以上ある全工程にNFC対応RFIDリーダーを設置し、製造実績管理用システムをスクラッチ開発。製造実績データはCSVデータとして取り出し、データベースへ連携できるようにしました。作業完了後には「Smart Card」を初期化し、再利用する運用も採用しています。
導入の効果
「Smart Card」の導入により、製造指示書の出力が不要となり、製造指示書の完全ペーパーレス化を実現しました。無じん紙より初期コストはかかるものの、繰り返し使用できるため、環境負荷の軽減に加えてトータルコストの削減にもつながっています。
また、紙の製造指示書で発生していた記録漏れや、データ登録時の誤読・入力ミスといった属人的なミスを削減。実績データはCSVで出力・連携できるため、記録に関する管理工数を100%撤廃し、データ精度と業務効率の向上を実現しています。
まとめ
製造部品を取り扱う工場がRFIDを導入することで、人の手が必要だった作業を自動化できたり、作業進捗の確認が容易になったりするなど、さまざまなメリットが生じます。 工場作業員の負担が減ることで、労働環境の大きな改善も目指せるでしょう。
当メディアでは、「製造業」「アパレル業界」「医療業界」といった業界別に、おすすめのRFIDメーカーを紹介しています。製造現場の効率化のためにも、是是非チェックしてください。
【業種別】おすすめのRFIDメーカー3選

RFIDの用途を「製品管理」「資産管理」「人の管理」の3つに分け、それぞれの用途に強みのあるRFIDメーカーを紹介。
導入から保守まで支援してくれるRFIDソリューションも手掛けています。
RECOMMENDED
【業界別】
RFIDソリューションを提供する
おすすめの3社
製造業界なら

引用元:オカベマーキングシステム公式HP
(https://www.okabe-ms.co.jp/solution/rfid-outline)
現場に応じた設定で
金属環境でも読めるRFID
- 金属が多くRFIDには不向きとされる製造現場でも、金属対応タグで安定した読み取りを実現。棚に置くだけで、位置が自動で記録され、所在不明を防ぐことができる。
- 特定メーカーに縛られず、現場に合う機器を組み合わせて提案できるため、既存設備を大きく変えずに導入できる。柔軟な構成に対応できる数少ない企業。
アパレル業界なら

引用元:Checkpoint Systems公式HP
(https://checkpointsystems.com/jp/rfid-solutions/)
必要数に合わせて補充量を自動算出
売り場の欠品を防げる
- RFIDで読み取った在庫数をもとに、店舗で必要な枚数を可視化。欠品しそうな商品をサイズ・色ごとに算出できるため、補充漏れによる欠品を防ぐ。
- 欠品しても、バックヤードでハンディをかざすだけで在庫の置き場所がすぐにわかる。経験の浅いスタッフでも迷わず補充でき、売り逃しを減らせる。
医療業界なら

引用元:東芝テック公式HP
(https://www.toshibatec.co.jp/products/auto_id/iryou_solution/)
医療業務を一貫して管理
部署間の確認ミスを防ぐ
- 患者IDと複数の薬剤ラベルをスキャンし、投与すべき薬剤かを照合できる。手作業や目視確認に依存した工程を減らし、取り違えリスクの低減に貢献。
- 東芝テックが院内業務に必要な製品をまとめて提供することで、違う部署でも同じシステムで管理可能。各部署が同じ情報を参照できるため、確認漏れによるミスを防げる。